

目前, 在工业生产中应用的焊接方法已达百余种。根据它们的焊接过程特点可将其分为 熔焊、压焊和钎焊三大类, 每大类又可按不同的方法细分为若干小类, 如图 0-1 所示。
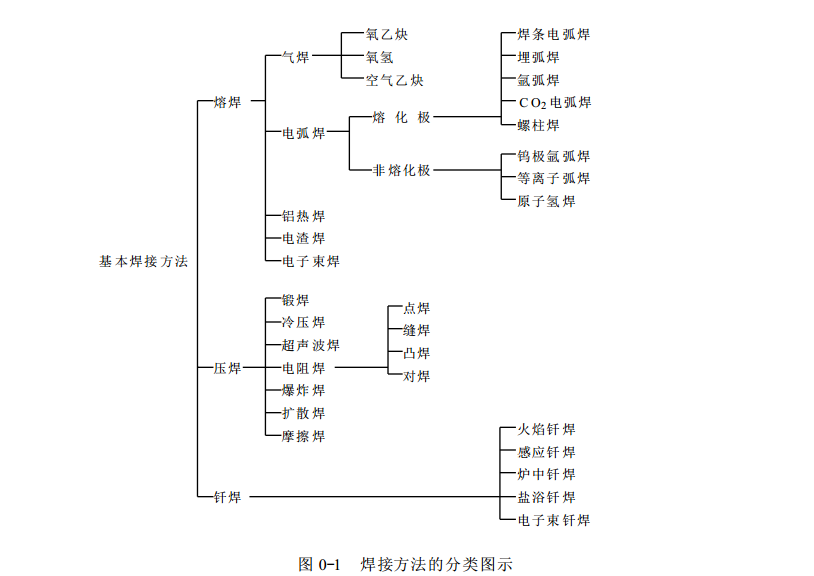
(1 ) 熔焊 将待焊处的母材金属熔化以形成焊缝的焊接方法称为熔焊。实现熔焊的关键 是要有一个能量集中、温度足够高的局部热源。若温度不够高, 则无法使材料熔化; 而能量 集中程度不够, 则会加大热作用区的范围, 徒然增加能量损耗。按所使用热源的不同, 熔焊 可分为以下一些基本方法: 电弧焊 ( 以气体导电时产生的电弧热为热源, 以电极是否熔化为特征分为熔化极电弧焊和非熔化极电弧焊两大类)、气焊 (以乙炔或其他可燃气体在氧中燃 烧的火焰为热源)、铝热焊 (以铝热剂的放热反应产生的热为热源) 、电渣焊 ( 以熔渣导电时 产生的电阻热为热源)、电子束焊 (以高速运动的电子流撞击焊件表面所产生的热为热源 )、 激光焊 ( 以激光束照射到焊件表面而产生的热为热源) 等若干种。
在熔焊时, 为了避免焊接区的高温金属与空气相互作用而使性能恶化, 在焊接区要实施 保护。保护的方法通常有造渣、通以保护气和抽真空三种。因此, 保护形式常常是区分熔焊 方法的另一个特征。
(2 ) 压焊 焊接过程中, 必须对焊件施加压力 (加热或不加热 ) , 以完成焊接的方法称 为压焊。为了降低加压时材料的变形抗力, 增加材料的塑性, 压焊时在加压的同时常伴随加 热措施。 按所施加焊接能量的不同, 压焊的基本方法可分为: 电阻焊 (包括点焊、缝焊、凸焊、 对焊)、摩擦焊、超声波焊、扩散焊、冷压焊、爆炸焊和锻焊等。
(3 ) 钎焊 采 于母材熔化温度,利用液态钎料润湿母材, 填充接头间隙并与母材相互扩散实现连接焊件的焊 接方法称为钎焊。钎焊时,通常要清除焊件表面污物, 增加钎料的润湿性,这就需要采用 钎焊时也必须加热熔化钎料 ( 但焊件不熔化 )。按热源的不同可分为火焰钎焊 ( 以乙炔 在氧中燃烧的火焰为热源)、感应钎焊 (以高频感应电流流过焊件产生的电阻热为热源) 、电 阻钎焊 ( 以电阻辐射热为热源)、盐浴钎焊 ( 以高温盐熔液为热源 ) 和电子束钎焊等。也可 按钎料的熔点不同分为硬钎焊 (熔点 450℃以上) 和软钎焊 (熔点在 450℃以下 ) 两类。钎 焊时通常要进行保护, 如抽真空、通保护气体和使用钎剂等。